
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик





Tiết kiệm thời gian Clinching Nut
Trong quá trình lắp đặt, đai ốc móc tiết kiệm thời gian sẽ làm biến dạng tấm kim loại xung quanh, tạo ra khóa liên động cơ học chắc chắn. Xiaoguo® là nhà cung cấp đáng tin cậy sản xuất bu lông, đai ốc và ốc vít.
Người mẫu:QIB/IND CLA
Gửi yêu cầu
Mô tả Sản phẩm
Để lắp đúng đai ốc móc tiết kiệm thời gian, bạn cần một máy ép tương thích—có thể là thủy lực, khí nén hoặc điện phụ—có khả năng kiểm soát tốt trọng tải, cùng với các công cụ được chế tạo phù hợp (bộ đột và khuôn). Cú đấm đẩy trực tiếp vào đai ốc, đẩy nó vào tấm kim loại được đặt trên khoang khuôn đỡ. Khuôn được thiết kế tốt cho phép vật liệu chảy một cách có kiểm soát vào các bộ phận kẹp của đai ốc. Giữ lực ổn định và mọi thứ thẳng hàng là thực sự quan trọng. Nếu bạn không sử dụng đủ lực, móc sắt sẽ yếu đi. Sử dụng quá nhiều có thể làm hỏng đai ốc hoặc tấm. Và bạn không cần phải xâu chuỗi trước bất cứ điều gì trước.
Các kịch bản áp dụng:
Đai ốc kẹp tiết kiệm thời gian được sử dụng nhiều trong các ngành cần ghép các tấm kim loại lại với nhau một cách hiệu quả. Bạn sẽ tìm thấy chúng trong ô tô—đối với các tấm thân xe, giá đỡ, các bộ phận khung gầm. Chúng cũng có trong các thiết bị điện tử, như vỏ, giá đỡ và tản nhiệt. Hệ thống HVAC cũng sử dụng chúng trong ống dẫn và các thiết bị. Các thiết bị gia dụng, với khung và vỏ, tủ viễn thông, đồ nội thất và hệ thống chiếu sáng—tất cả đều sử dụng đai ốc tiết kiệm thời gian.
Bất kỳ công việc nào cần một đinh tán có ren chắc chắn, đáng tin cậy nhô ra khỏi tấm kim loại (và nằm ngang) đều hoạt động tốt với đai ốc kẹp tiết kiệm thời gian. Nó thay thế các đai ốc hàn cồng kềnh hoặc ốc vít lỏng lẻo, làm cho cả thiết kế và sản xuất trở nên đơn giản hơn.
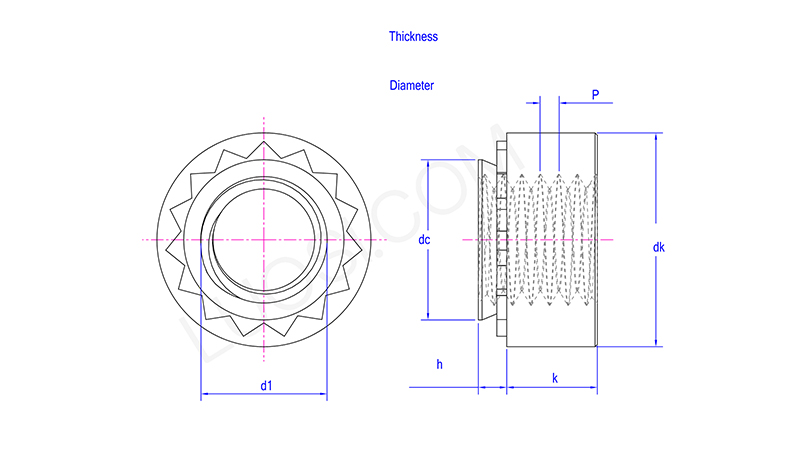
| Thứ hai | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc tối đa | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Đường kính lỗ lắp tối thiểu |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Đường kính lỗ lắp tối đa |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk phút | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk tối đa | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h tối đa | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h lập trình viên | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k tối đa | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k phút | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Độ dày của tấm lắp tối thiểu |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Xử lý chống gỉ:
Loại hạt này thường được xử lý bề mặt để giúp chúng chống rỉ sét và trông đẹp hơn. Những loại phổ biến bao gồm mạ kẽm—mạ kẽm-niken trong, vàng hoặc đen, Geomet® (một lớp phủ vô cơ không điện phân) và thụ động cho thép không gỉ. Lớp phủ cần phải chịu được áp suất cao của quá trình kẹp mà không bị sứt mẻ.
Thẻ nóng: Đai ốc móc tiết kiệm thời gian, Trung Quốc, Nhà sản xuất, Nhà cung cấp, Nhà máy
Danh mục liên quan
Đai ốc
Đai ốc vuông
Đai ốc mặt bích lục giác
Đai ốc khóa
đai ốc
Đai ốc có rãnh hình lục giác
Tay vít đai ốc
đai ốc tròn
Hạt trung tâm
Đai ốc chữ T
hạt sậy
Các loại hạt khác
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








