
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Trang chủ > Các sản phẩm > Hạt > Đai ốc mặt bích lục giác > Đai ốc hình lục giác hàn cường độ cao với mặt bích





Đai ốc hình lục giác hàn cường độ cao với mặt bích
Được sản xuất từ các loại thép có thể hàn như thép cacbon hoặc thép không gỉ, đai ốc lục giác hàn cường độ cao với mặt bích mang lại độ bền và khả năng chống ăn mòn thường xuyên. Khách hàng chọn Xiaoguo® vì chất lượng dây buộc ổn định và độ tin cậy, một tiêu chuẩn được các nhà sản xuất hàng đầu trong ngành nâng cao.
Người mẫu:QC/T 872-2011
Gửi yêu cầu
Mô tả Sản phẩm
Điều làm cho đai ốc lục giác hàn cường độ cao với mặt bích trở nên khác biệt là chúng được chế tạo để hàn. Thông thường, có một phần nhô lên một chút để hàn, một vòng nhỏ hoặc vết lồi lên, ở dưới cùng của mặt bích, hoặc có thể là một cạnh góc được chuẩn bị đặc biệt. Phần nâng lên này tan chảy đầu tiên khi bạn hàn (hàn hồ quang hoặc hàn hình chiếu), giúp tạo ra mối liên kết sâu, đều, bền giữa đế mặt bích và chi tiết bạn đang gia công. Bằng cách đó, nó sẽ được gắn vĩnh viễn.
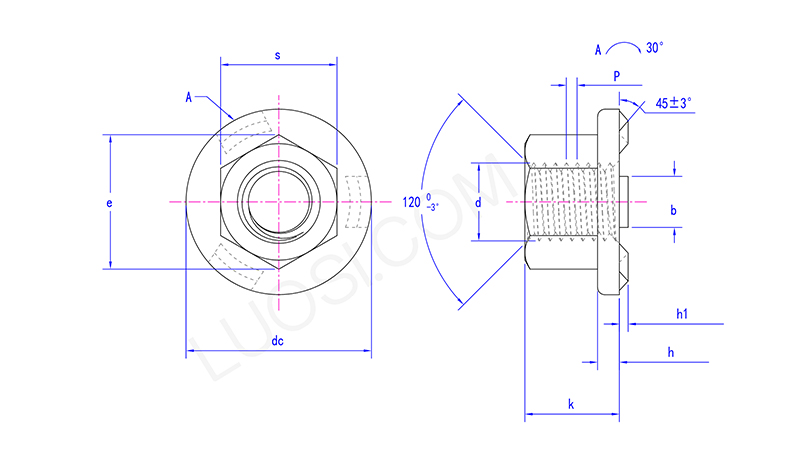
Thông số cụ thể:
Các thông số như nửa góc ren, độ lệch bước và dung sai đường kính bước của ren hệ mét tuân theo các tiêu chuẩn như ISO 965-1, GB/T 197 hoặc DIN 14. Điều này có nghĩa là chúng có thể được thay thế nếu cần và đai ốc có thể được vặn vào chúng một cách chính xác. Các thông số như nửa góc ren, độ lệch bước và dung sai đường kính bước của ren hệ mét tuân theo các tiêu chuẩn như ISO 965-1, GB/T 197 hoặc DIN 14. Chúng có thể được thay thế nếu cần và đai ốc có thể được vặn vào chúng một cách chính xác.
| Thứ hai | M5 | M6 | M8 | M10 | M12 | M14 | M16 |
| P | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 |
| h1 tối đa | 0.9 | 0.9 | 1.1 | 1.3 | 1.3 | 1.3 | 1.3 |
| giờ 1 phút | 0.7 | 0.7 | 0.9 | 1.1 | 1.1 | 1.1 | 1.1 |
| dc tối đa | 15.5 | 18.5 | 22.5 | 26.5 | 30.5 | 33.5 | 36.5 |
| dc phút | 14.5 | 17.5 | 21.5 | 25.5 | 29.5 | 32.5 | 35.5 |
| phút | 8.2 | 10.6 | 13.6 | 16.9 | 19.4 | 22.4 | 25 |
| h tối đa | 1.95 | 2.25 | 2.75 | 3.25 | 3.25 | 4.25 | 4.25 |
| giờ phút | 1.45 | 1.75 | 2.25 | 2.75 | 2.75 | 3.75 | 3.75 |
| b tối đa | 4.1 | 5.1 | 6.1 | 7.1 | 8.1 | 8.1 | 8.1 |
| phút giây | 3.9 | 4.9 | 5.9 | 6.9 | 7.9 | 7.9 | 7.9 |
| k phút | 4.7 | 6.64 | 9.64 | 12.57 | 14.57 | 16.16 | 18.66 |
| k tối đa | 5 | 7 | 10 | 13 | 15 | 17 | 19.5 |
| tối đa | 8 | 10 | 13 | 16 | 18 | 21 | 24 |
| giây phút | 7.64 | 9.64 | 12.57 | 15.57 | 17.57 | 20.16 | 23.16 |
Ảnh hưởng của độ trực tiếp và độ dày đến hiệu suất:
Kích thước của mặt bích trên các đai ốc lục giác hàn này ảnh hưởng đến mức độ lan truyền tải trọng, khả năng xử lý rung động của chúng và độ bền của mối hàn. Mặt bích lớn hơn hoặc dày hơn có nghĩa là ổn định hơn và tiếp xúc nhiều hơn với bề mặt. Việc chọn kích thước mặt bích phù hợp cho các loại đai ốc này rất quan trọng để đảm bảo mối nối hoạt động tốt như thế nào.
Thẻ nóng: Đai ốc lục giác hàn cường độ cao có mặt bích, Trung Quốc, Nhà sản xuất, Nhà cung cấp, Nhà máy
Danh mục liên quan
Đai ốc
Đai ốc vuông
Đai ốc mặt bích lục giác
Đai ốc khóa
đai ốc
Đai ốc có rãnh hình lục giác
Tay vít đai ốc
đai ốc tròn
Hạt trung tâm
Đai ốc chữ T
hạt sậy
Các loại hạt khác
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








